The below Info.........
THANKS TO TONY at UK lathes for the following information on sloan and chance, after his link to his wonderfull source of information on lathes.
LATHE - everything to do with lathes, millers, shapers, their Manuals, Sales Catalogues: and History - LATHE
The Click Here for the world's largest collection of machine-tool illustrations, descriptions and specifications for hundreds of different
LATHES, MILLERS and SHAPERS - Also available as a publication on CD-ROM
Home Machine Tool Archive Lathes for Sale Millers & Grinders for Sale
E-MAIL tony@lathes.co.uk
THANKS TO TONY at UK lathes for the following information on sloan and chance, after his link to his wonderfull source of information on lathes.
LATHE - everything to do with lathes, millers, shapers, their Manuals, Sales Catalogues: and History - LATHE
The Click Here for the world's largest collection of machine-tool illustrations, descriptions and specifications for hundreds of different
LATHES, MILLERS and SHAPERS - Also available as a publication on CD-ROM
Home Machine Tool Archive Lathes for Sale Millers & Grinders for Sale
E-MAIL tony@lathes.co.uk


My Sloan & Chase Lathe and Gear
cutting machine--Company history.
cutting machine--Company history.


Sloan & Chace Company
history
Made in Newark, New Jersey, Sloan and Chace
made small milling machines, wheel & pinion
cutters, automatic and manually operated
gear-cutting equipment, drills, tappers,
specialised production machines to order and a
range of precision "plain-turning" bench lathes.
SLOAN & CO., C.T., Newark, NJ, later
, SLOAN, CHACE & CO., Newark, NJ, later
SLOAN & CHACE MFG. CO., Newark, NJ
Founded by Charles T. Sloan about 1875.
In 1886 the firm Reorganized as
SLOAN, CHACE & CO., a partnership of Charles T.
sloan and George E.O. Chace.
By 1906, the firm became the SLOAN & CHACE
MFG. CO.
All three firms made small bench lathes.
Sloan and Chance
bench top mill
ca.1917.
A machine I'd love to
buy and add to my
shop since I have an
lathe and 2 gear
cutting machines
from them.
bench top mill
ca.1917.
A machine I'd love to
buy and add to my
shop since I have an
lathe and 2 gear
cutting machines
from them.
Left..Sloan and
Chance bench top
Vertical Milling
machine ad.
A machine I'd love
to buy and add to
my shop since I
have an lathe and 2
gear cutting
machines from
them.
ca1920's
Chance bench top
Vertical Milling
machine ad.
A machine I'd love
to buy and add to
my shop since I
have an lathe and 2
gear cutting
machines from
them.
ca1920's

Sloan & Chace
No. 51/2
precision bench
lathe. Id love to
buy for my
collection.
Because the bed was formed with two
symmetrical V ways the milling and
grinding slide could be fitted on a
compound slide rest that was mounted
back-to-front. The slide shown is carrying
a collet-holding dividing unit fitted with
interchangeable "notch" plates indexed
by a spring-loaded pawl. In tradition of
precision bench-lathes the headstock
pulley was arranged with its smallest
diameter towards the spindle thread so
that the all-important front bearing could
be surrounded with as great a mass of
metal as possible. The edge of the
largest spindle pulley was drilled with a
single ring of 60 division holes
(competitor machines had up to three
rings) and the front of the bed
immediately below the headstock had a
short T slot machined into the first few
inches of its front face so that a
screwcutting attachment could be
bolted in place.
No. 51/2
precision bench
lathe. Id love to
buy for my
collection.
Because the bed was formed with two
symmetrical V ways the milling and
grinding slide could be fitted on a
compound slide rest that was mounted
back-to-front. The slide shown is carrying
a collet-holding dividing unit fitted with
interchangeable "notch" plates indexed
by a spring-loaded pawl. In tradition of
precision bench-lathes the headstock
pulley was arranged with its smallest
diameter towards the spindle thread so
that the all-important front bearing could
be surrounded with as great a mass of
metal as possible. The edge of the
largest spindle pulley was drilled with a
single ring of 60 division holes
(competitor machines had up to three
rings) and the front of the bed
immediately below the headstock had a
short T slot machined into the first few
inches of its front face so that a
screwcutting attachment could be
bolted in place.
Sloan & Chace No. 51/2 precision bench lathe fitted with an unusual
design of screwcutting attachment. Instead of utilising the existing
compound slide rest and driving the top slide by change wheels and a
universally-joined shaft--as was commonly practiced by other
makes--the Sloan & Chace employed a complete set of new parts
including a proper leadscrew and a long raised "sub bed" carrying a
carriage consisting of a saddle and cross slide unit.
design of screwcutting attachment. Instead of utilising the existing
compound slide rest and driving the top slide by change wheels and a
universally-joined shaft--as was commonly practiced by other
makes--the Sloan & Chace employed a complete set of new parts
including a proper leadscrew and a long raised "sub bed" carrying a
carriage consisting of a saddle and cross slide unit.

Bench Gear Cutter
Courtesy of "Machine
Shop Work", by
Frederick W. Turner
and Chestofbooks.com
Courtesy of "Machine
Shop Work", by
Frederick W. Turner
and Chestofbooks.com
Sloan and Chance
bench top mill ? or a
clockmakers hodge
podge from a lathe.
bench top mill ? or a
clockmakers hodge
podge from a lathe.
1880
1886
1889
1896
1897
1898
1970'
s
1886
1889
1896
1897
1898
1970'
s


Above, Bench gear-cutting machine built
by the Sloan and Chase Manufacturing
-Courtesy-of This info is from chestofbooks.com and "Machine Shop Work", by
Frederick W. Turner
I have one very similar to this one.
above a bench gear-cutting machine built by the Sloan and Chase Manufacturing
Company. It is intended for small gears only, and will not cut a gear larger than 3
1/2 inches in diameter. The same company build large machines, some of the
Brainard type. The machine shown carries the gear blank on the spindle A, and the
cutter on the spindle B. The indexing mechanism is at C, and the machine is
entirely automatic
by the Sloan and Chase Manufacturing
-Courtesy-of This info is from chestofbooks.com and "Machine Shop Work", by
Frederick W. Turner
I have one very similar to this one.
above a bench gear-cutting machine built by the Sloan and Chase Manufacturing
Company. It is intended for small gears only, and will not cut a gear larger than 3
1/2 inches in diameter. The same company build large machines, some of the
Brainard type. The machine shown carries the gear blank on the spindle A, and the
cutter on the spindle B. The indexing mechanism is at C, and the machine is
entirely automatic
Bench Gear mill milling vertical
Cutter-Courtesy-of-Sloan-and-Chase-
Manu.jpg
Cutter-Courtesy-of-Sloan-and-Chase-
Manu.jpg
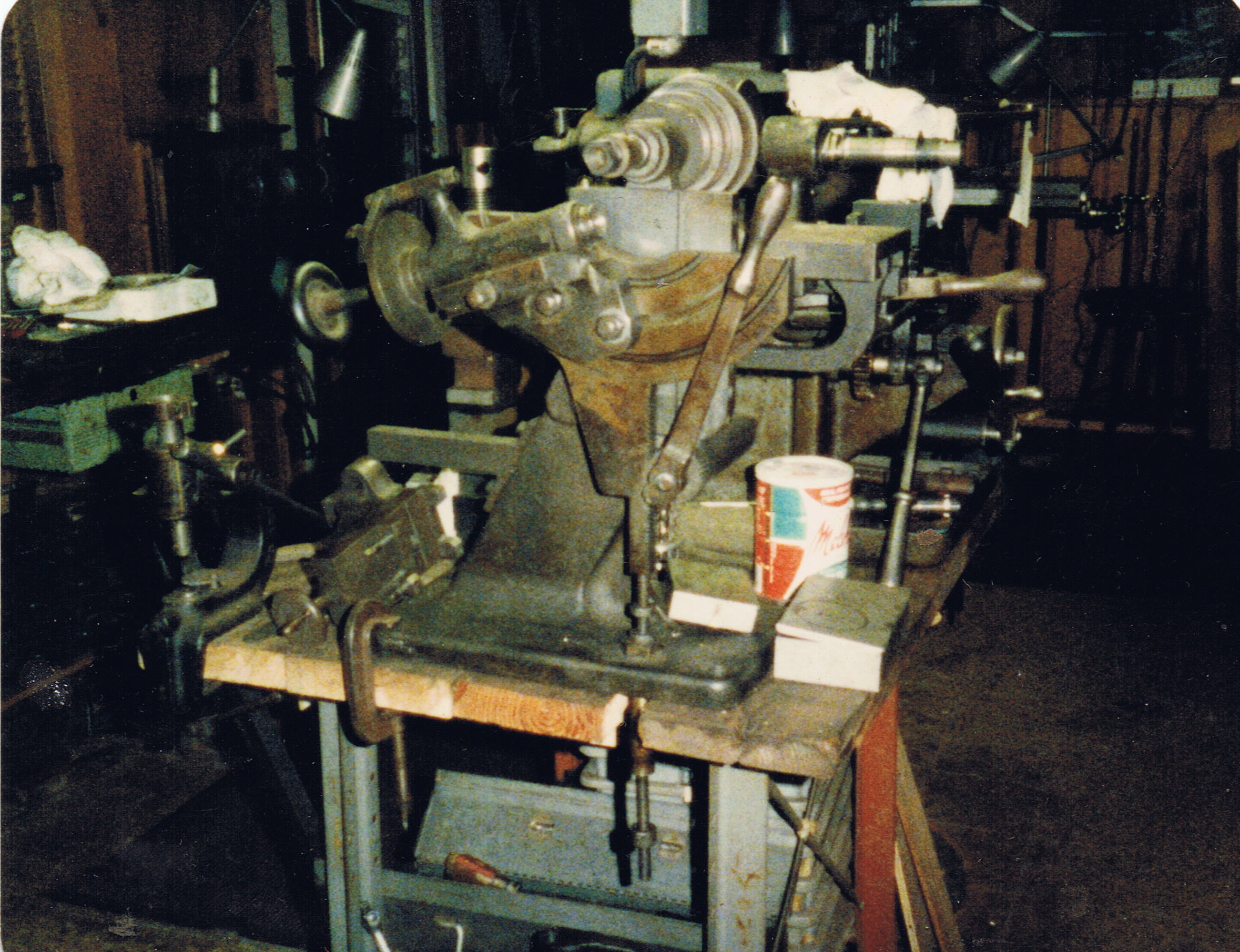
My Sloan and Chance bench top Gear cutting
Milling machine.
the machine as I bought it ,in the shop in ill it
came from. I have an lathe and 2 gear cutting
machines from them. I'm looking to buy a vertical
bench mill milling machine to go with them
circ. 1900
Milling machine.
the machine as I bought it ,in the shop in ill it
came from. I have an lathe and 2 gear cutting
machines from them. I'm looking to buy a vertical
bench mill milling machine to go with them
circ. 1900
MySloan and Chance bench top Gear cutting
Milling machine as found.
the machine as I bought it ,in the shop in Illinois it
came from. I have an lathe and 2 gear cutting
machines from them. I'm looking to buy a vertical
bench mill milling machine to go with them
circ. 1900
Milling machine as found.
the machine as I bought it ,in the shop in Illinois it
came from. I have an lathe and 2 gear cutting
machines from them. I'm looking to buy a vertical
bench mill milling machine to go with them
circ. 1900
My Sloan and Chance bench top Gear cutting Milling
machinerestored-with new arbor amnd parts made
able to cut AGMA 6 gears.
The machine Restored and new mandrels arbors
motor mount set up and cutting a spur gear agma 6.
I'm looking to buy a vertical bench mill milling
machine to go with them circ. 1900
machinerestored-with new arbor amnd parts made
able to cut AGMA 6 gears.
The machine Restored and new mandrels arbors
motor mount set up and cutting a spur gear agma 6.
I'm looking to buy a vertical bench mill milling
machine to go with them circ. 1900





The Sloan & Chace bench milling machine was
very unusual for its size in having a miniature
Deckel-like double-swivel table that could be both
tilted left and right and swung through an arc
horizontally. The spindle and bearings would almost
certainly have been lifted, unmodified, from one of
the company's larger precision bench lathes, as
would the tailstock for the table-mounted dividing
attachment. The vertical feed to the knee was
operated by a handle at the rear of the main body
and worked through a pair of bevel gears and a
screw thread
very unusual for its size in having a miniature
Deckel-like double-swivel table that could be both
tilted left and right and swung through an arc
horizontally. The spindle and bearings would almost
certainly have been lifted, unmodified, from one of
the company's larger precision bench lathes, as
would the tailstock for the table-mounted dividing
attachment. The vertical feed to the knee was
operated by a handle at the rear of the main body
and worked through a pair of bevel gears and a
screw thread
The Sloan & Chace precision bench miller was a compact but
heavy (308lb) machine intended for tool-room, experimental
and light production work.
It was available as either the "No. 2" with either a conventional, non-swivel table driven longitudinally by a quick-action rack-and-pinion feed, and by a
screw cross feed, or as the "No. 3", a special toolroom model (illustrated) with a table that could be swivelled in the horizontal plane as well as tilted
left and right in the vertical.
The internals of the "spindle-head" assembly would almost certainly have come, unmodified, from the company's No. 5 1/2 bench lathe, the makers
explaining that work could be transferred in a collet, or mounted on a faceplate, from the lathe to milling machine and back again without the need to
disturb its setting. The spindle was hardened and ground and ran in split, parallel-bore cast iron bearings fitted into tapered sleeves with threads on one
end. By turning adjuster nuts the sleeves could be drawn into the headstock and so compressed to set the bearing clearance. To adjust the spindle
end float an adjustable collar, of hardened steel, was screwed into the end of the 3-step cast-iron pulley and bore against the inside face of the front
spindle bearing - the thrust being taken against the inboard face of the spindle-thread abutment shoulder.
The table was 22" long and about 4" wide; however, it was here that the distinctive twin inverted V ways of the company's lathe beds put them at a
disadvantage for, whilst all their competitors could offer small millers with tables formed to the same simple cross section as their lathe beds (with a flat
top and bevelled edges) Sloan & Chace could not. This meant that, whilst with every other make of American small precision lathe it was possible to
transfer all the special (and in some cases very expensive accessories) straight from lathe to miller (or visa versa) and so save a considerable amount of
money, with the Sloan & Chace special adaptor plates (that reduced the machine's vertical capacity) had to be used. The table had 10" of
longitudinal travel, 4.75" in traverse and 7" vertically; the micrometer dials could be zeroed and were engraved to show table travel in increments of
0.001".
heavy (308lb) machine intended for tool-room, experimental
and light production work.
It was available as either the "No. 2" with either a conventional, non-swivel table driven longitudinally by a quick-action rack-and-pinion feed, and by a
screw cross feed, or as the "No. 3", a special toolroom model (illustrated) with a table that could be swivelled in the horizontal plane as well as tilted
left and right in the vertical.
The internals of the "spindle-head" assembly would almost certainly have come, unmodified, from the company's No. 5 1/2 bench lathe, the makers
explaining that work could be transferred in a collet, or mounted on a faceplate, from the lathe to milling machine and back again without the need to
disturb its setting. The spindle was hardened and ground and ran in split, parallel-bore cast iron bearings fitted into tapered sleeves with threads on one
end. By turning adjuster nuts the sleeves could be drawn into the headstock and so compressed to set the bearing clearance. To adjust the spindle
end float an adjustable collar, of hardened steel, was screwed into the end of the 3-step cast-iron pulley and bore against the inside face of the front
spindle bearing - the thrust being taken against the inboard face of the spindle-thread abutment shoulder.
The table was 22" long and about 4" wide; however, it was here that the distinctive twin inverted V ways of the company's lathe beds put them at a
disadvantage for, whilst all their competitors could offer small millers with tables formed to the same simple cross section as their lathe beds (with a flat
top and bevelled edges) Sloan & Chace could not. This meant that, whilst with every other make of American small precision lathe it was possible to
transfer all the special (and in some cases very expensive accessories) straight from lathe to miller (or visa versa) and so save a considerable amount of
money, with the Sloan & Chace special adaptor plates (that reduced the machine's vertical capacity) had to be used. The table had 10" of
longitudinal travel, 4.75" in traverse and 7" vertically; the micrometer dials could be zeroed and were engraved to show table travel in increments of
0.001".
*********************************************************************************-
......All the The below Info and some above noted is taken from and
the property of.........Tonylathes.uk
THANKS TO TONY at UK lathes for the following information on
sloan and chance, after his link to his wonderfull source of
information on lathes.
LATHE - everything to do with lathes, millers, shapers, their
Manuals, Sales Catalogues: and History - LATHE
The Click Here for the world's largest collection of machine-tool
illustrations, descriptions and specifications for hundreds of different
LATHES, MILLERS and SHAPERS - Also available as a publication
on CD-ROM
Home Machine Tool Archive Lathes for Sale Millers & Grinders
for Sale
E-MAIL tony@lathes.co.uk
......All the The below Info and some above noted is taken from and
the property of.........Tonylathes.uk
THANKS TO TONY at UK lathes for the following information on
sloan and chance, after his link to his wonderfull source of
information on lathes.
LATHE - everything to do with lathes, millers, shapers, their
Manuals, Sales Catalogues: and History - LATHE
The Click Here for the world's largest collection of machine-tool
illustrations, descriptions and specifications for hundreds of different
LATHES, MILLERS and SHAPERS - Also available as a publication
on CD-ROM
Home Machine Tool Archive Lathes for Sale Millers & Grinders
for Sale
E-MAIL tony@lathes.co.uk
Typical of the specialist machine tools manufactured by Sloan & Chace was their Automatic Pinion and Small Spur Gear Cutting Machine. This cleverly-designed
and beautifully constructed piece of machinery was used to produce, one at a time, small gears up to an inch in diameter for use in pocket watches, clocks,
typewriters and other mechanical devices. After a suitable gear blank had been fixed in position it was automatically indexed through the required number of steps
whilst a rotating cutter generated the tooth form. For light work, or where the quality needed was not so high, a single cutter was used to form the complete tooth
profile but, if a lot of material had to be removed, or very precise gears manufactured, special versions of the machine could be ordered that mounted either two or
three cutters on the spindle. Each cutter was ground so as to remove more metal than the one preceding it and each was automatically moved forwards into the
position after the previous had finished its job. The mechanism was arranged so that each cutter could be individually adjusted to compensate for inevitable
reduction in diameter that occurred as it wore in service, or after being reground to correct its tooth form. However, the makers advised that, "In actual practice, a
two-cutter machine (having one roughing cutter and one finishing cutter) has been found equal to the most exacting requirements." The machine stood on a hollow
cast-iron box that held the all-important coolant supply that was pumped over the cutter and workpiece before draining back, through filters, into the sump. The
spindles and their bearings followed traditional watch-lathe design being conical in form and manufactured from the finest quality, hardened and gound steel. The
work-holding and high-speed spindles were carried on dovetail slides that could be: "delicately adjusted by stop screws".
A special wall-mounted round-rope (gut-drive) countershaft was provided that ran at 700 rpm; this drove the cutter spindle at 1700 rpm and the worm shaft (by which
means the automatic indexing and other movements were generated) at 1200 rpm. The machine weighed 123 lbs.
Sloan & Chace Automatic Gear Cutter No. 1. Designed with the same ingenuity and built to the same high standards as the company's Automatic Pinion and Small
Spur Gear Cutter this slightly larger (though still very compact) miniature machine tool was intended for the economical production of: "gears of light pitch up to 3.5"
in diameter in stacks up to 2" long." The machine was arranged with two horizontal spindles, both mounted on V-slide ways, at right angles to each other; one spindle
carried a rotating cutter whilst the other, on a horizontal slide, held a set of gear blanks on its nose and could be made to move forwards and backwards over a range
of up to 2.5 inches. Both spindles and their adjustable conical bearings were made from hardened and ground steel with the drive to the cutter spindle by a single
1.5-inch diameter flat pulley from a remote countershaft. At the end of each cut the dovetail slide carrying the cutter spindle was caused to rise slightly (to prevent
marking by lifting the cutter clear of the job) and, as the work-holding slide moved backwards on its return stroke, the partly-finished gear was indexed round by a
worm-and-wheel driven crank working through a pawl carried on an adjustable swinging arm. Cut depth could be adjsuted by hardened stop screws fitted with
micrometer dials reading to 0.001".
The makers claimed that seven-eights of the machine's time was spend in actual work and only one-eighth in returning and indexing and, as it worked entirely
automatically and stopped after the final tooth was cut, high rates of production could be maintained with one operator able to look after several machines
simultaneously.
The picture shows the machine with its protective cast-iron swarf cover removed; this guard was fitted with a hinged access door to allow work to be removed and
replaced with a minimum loss of time. In addition to the standard machine a version adapted for spiral gear cutting could be made to special order.
The Sloan & Chace No. 3 Fully Automatic Gear Cutter was one of a range of similar machines offered by the company for the economical small-batch production of
light gears in any material including steel. Based on the design of a simple horizontal miller the machine boasted table and indexing movements all positively driven
by gears with the main driving mechanism enclosed within the knee and lubricated by an oil-bath. The table's fine fed was driven by a screw thread travelling
through a fixed bronze nut and its rapid return provided by a separate belt drive to a pulley low down att the back of the main column. The indexing mechanism was
protected from swarf by cast-iron covers and arranged to start and finish slowly (to prevent "overthrowing") it was activated by a crank turning a pawl carried on a
adjustable swinging arm. The crank could be adjusted to give any throw to a maximum of one-sixth of a circle - though the makers claimed that by increasing the
width of the cam on the index trip an index of one-half circle could be obtained.
The cutter spindle ran in adjustable tapered bronze bearings
and both it and the work-holding spindle were (to allow the use of readily-available milling machine arbors) supplied as standard with the then ubiquitous Brown &
Sharp No. 10 taper. The machine could be driven by either existing overhead line shafting or by the maker's own fast-and-loose countershaft unit with 3-inch wide
pulleys at a recommended speed of 160 rpm. 3 spindle speeds were available and three rates of table feed: 0.001", 0.002" and 0.003" per revolution of the spindle.
The machine weighed 1325 lbs.
For a Great website full of info go to...
Home Machine Tool Archive Lathes for Sale Millers & Grinders for Sale
E-MAIL tony@lathes.co.uk
Sloan & Chace Attachments below, Drills & Tapping
Machines Sloan & Chace Photographs.
and beautifully constructed piece of machinery was used to produce, one at a time, small gears up to an inch in diameter for use in pocket watches, clocks,
typewriters and other mechanical devices. After a suitable gear blank had been fixed in position it was automatically indexed through the required number of steps
whilst a rotating cutter generated the tooth form. For light work, or where the quality needed was not so high, a single cutter was used to form the complete tooth
profile but, if a lot of material had to be removed, or very precise gears manufactured, special versions of the machine could be ordered that mounted either two or
three cutters on the spindle. Each cutter was ground so as to remove more metal than the one preceding it and each was automatically moved forwards into the
position after the previous had finished its job. The mechanism was arranged so that each cutter could be individually adjusted to compensate for inevitable
reduction in diameter that occurred as it wore in service, or after being reground to correct its tooth form. However, the makers advised that, "In actual practice, a
two-cutter machine (having one roughing cutter and one finishing cutter) has been found equal to the most exacting requirements." The machine stood on a hollow
cast-iron box that held the all-important coolant supply that was pumped over the cutter and workpiece before draining back, through filters, into the sump. The
spindles and their bearings followed traditional watch-lathe design being conical in form and manufactured from the finest quality, hardened and gound steel. The
work-holding and high-speed spindles were carried on dovetail slides that could be: "delicately adjusted by stop screws".
A special wall-mounted round-rope (gut-drive) countershaft was provided that ran at 700 rpm; this drove the cutter spindle at 1700 rpm and the worm shaft (by which
means the automatic indexing and other movements were generated) at 1200 rpm. The machine weighed 123 lbs.
Sloan & Chace Automatic Gear Cutter No. 1. Designed with the same ingenuity and built to the same high standards as the company's Automatic Pinion and Small
Spur Gear Cutter this slightly larger (though still very compact) miniature machine tool was intended for the economical production of: "gears of light pitch up to 3.5"
in diameter in stacks up to 2" long." The machine was arranged with two horizontal spindles, both mounted on V-slide ways, at right angles to each other; one spindle
carried a rotating cutter whilst the other, on a horizontal slide, held a set of gear blanks on its nose and could be made to move forwards and backwards over a range
of up to 2.5 inches. Both spindles and their adjustable conical bearings were made from hardened and ground steel with the drive to the cutter spindle by a single
1.5-inch diameter flat pulley from a remote countershaft. At the end of each cut the dovetail slide carrying the cutter spindle was caused to rise slightly (to prevent
marking by lifting the cutter clear of the job) and, as the work-holding slide moved backwards on its return stroke, the partly-finished gear was indexed round by a
worm-and-wheel driven crank working through a pawl carried on an adjustable swinging arm. Cut depth could be adjsuted by hardened stop screws fitted with
micrometer dials reading to 0.001".
The makers claimed that seven-eights of the machine's time was spend in actual work and only one-eighth in returning and indexing and, as it worked entirely
automatically and stopped after the final tooth was cut, high rates of production could be maintained with one operator able to look after several machines
simultaneously.
The picture shows the machine with its protective cast-iron swarf cover removed; this guard was fitted with a hinged access door to allow work to be removed and
replaced with a minimum loss of time. In addition to the standard machine a version adapted for spiral gear cutting could be made to special order.
The Sloan & Chace No. 3 Fully Automatic Gear Cutter was one of a range of similar machines offered by the company for the economical small-batch production of
light gears in any material including steel. Based on the design of a simple horizontal miller the machine boasted table and indexing movements all positively driven
by gears with the main driving mechanism enclosed within the knee and lubricated by an oil-bath. The table's fine fed was driven by a screw thread travelling
through a fixed bronze nut and its rapid return provided by a separate belt drive to a pulley low down att the back of the main column. The indexing mechanism was
protected from swarf by cast-iron covers and arranged to start and finish slowly (to prevent "overthrowing") it was activated by a crank turning a pawl carried on a
adjustable swinging arm. The crank could be adjusted to give any throw to a maximum of one-sixth of a circle - though the makers claimed that by increasing the
width of the cam on the index trip an index of one-half circle could be obtained.
The cutter spindle ran in adjustable tapered bronze bearings
and both it and the work-holding spindle were (to allow the use of readily-available milling machine arbors) supplied as standard with the then ubiquitous Brown &
Sharp No. 10 taper. The machine could be driven by either existing overhead line shafting or by the maker's own fast-and-loose countershaft unit with 3-inch wide
pulleys at a recommended speed of 160 rpm. 3 spindle speeds were available and three rates of table feed: 0.001", 0.002" and 0.003" per revolution of the spindle.
The machine weighed 1325 lbs.
For a Great website full of info go to...
Home Machine Tool Archive Lathes for Sale Millers & Grinders for Sale
E-MAIL tony@lathes.co.uk
Sloan & Chace Attachments below, Drills & Tapping
Machines Sloan & Chace Photographs.





Milling Machines Gear & Pinion Cutting Engines Staff & Pivot Lathe
Sloan & Chace Home Page Drills & Tapping Machines Sloan & Chace Photographs
The Sloan & Chace precision bench miller was a compact but heavy (308lb) machine intended for tool-room, experimental and light production work. It
was available as either the "No. 2" with either a conventional, non-swivel table driven longitudinally by a quick-action rack-and-pinion feed, and by a
screw cross feed, or as the "No. 3", a special toolroom model (illustrated) with a table that could be swivelled in the horizontal plane as well as tilted left
and right in the vertical.
The internals of the "spindle-head" assembly would almost certainly have come, unmodified, from the company's No. 5 1/2 bench lathe, the makers
explaining that work could be transferred in a collet, or mounted on a faceplate, from the lathe to milling machine and back again without the need to
disturb its setting. The spindle was hardened and ground and ran in split, parallel-bore cast iron bearings fitted into tapered sleeves with threads on one
end. By turning adjuster nuts the sleeves could be drawn into the headstock and so compressed to set the bearing clearance. To adjust the spindle end
float an adjustable collar, of hardened steel, was screwed into the end of the 3-step cast-iron pulley and bore against the inside face of the front spindle
bearing - the thrust being taken against the inboard face of the spindle-thread abutment shoulder.
The table was 22" long and about 4" wide; however, it was here that the distinctive twin inverted V ways of the company's lathe beds put them at a
disadvantage for, whilst all their competitors could offer small millers with tables formed to the same simple cross section as their lathe beds (with a flat
top and bevelled edges) Sloan & Chace could not. This meant that, whilst with every other make of American small precision lathe it was possible to
transfer all the special (and in some cases very expensive accessories) straight from lathe to miller (or visa versa) and so save a considerable amount of
money, with the Sloan & Chace special adaptor plates (that reduced the machine's vertical capacity) had to be used. The table had 10" of longitudinal
travel, 4.75" in traverse and 7" vertically; the micrometer dials could be zeroed and were engraved to show table travel in increments of 0.001".
The Sloan & Chace bench milling machine was very unusual for its size in having a miniature Deckel-like double-swivel table that could be both tilted
left and right and swung through an arc horizontally. The spindle and bearings would almost certainly have been lifted, unmodified, from one of the
company's larger precision bench lathes, as would the tailstock for the table-mounted dividing attachment. The vertical feed to the knee was operated
by a handle at the rear of the main body and worked through a pair of bevel gears and a screw thread







Sloan & Chace Lathes
Wanted for research: Sloan & Chase Advertising Literature
Milling Machines Gear & Pinion Cutting Engines Staff & Pivot Lathe
Drills & Tapping Machines Sloan & Chace Photographs
Sloan & Chace were one of a number of American companies (Ames,
Waltham, Stark, Pratt & Whitney, Potter, Rivett, Hardinge, Cataract, Elgin,
Derbyshire and Levin) who were all well known for their small precision
machine tools, especially those used by the watch, clock and
instrument-making trades. Based in Newark, New Jersey, USA, Sloan and
Chace made small milling machines, wheel & pinion cutters, automatic
and manually operated gear-cutting equipment, drills, tappers, specialised
production machines to order and a well-known range of precision
"plain-turning" bench lathes. All their products, though not of revolutionary
design, followed the accepted quality standards of the day and were
successful enough to make up the bulk of the type offered in the
comprehensive hard-back catalogues issued during the 1920s and 1930s by
one of England's largest machine-tool distributors.
Wanted for research: Sloan & Chase Advertising Literature
Milling Machines Gear & Pinion Cutting Engines Staff & Pivot Lathe
Drills & Tapping Machines Sloan & Chace Photographs
Sloan & Chace were one of a number of American companies (Ames,
Waltham, Stark, Pratt & Whitney, Potter, Rivett, Hardinge, Cataract, Elgin,
Derbyshire and Levin) who were all well known for their small precision
machine tools, especially those used by the watch, clock and
instrument-making trades. Based in Newark, New Jersey, USA, Sloan and
Chace made small milling machines, wheel & pinion cutters, automatic
and manually operated gear-cutting equipment, drills, tappers, specialised
production machines to order and a well-known range of precision
"plain-turning" bench lathes. All their products, though not of revolutionary
design, followed the accepted quality standards of the day and were
successful enough to make up the bulk of the type offered in the
comprehensive hard-back catalogues issued during the 1920s and 1930s by
one of England's largest machine-tool distributors.
Sloan_chance-lathe-Ad. This is the lathe in
my collection and the reason for this page.
my collection and the reason for this page.
Above...Cutting a 1 inch 24 DP gear on my Restored
Sloan and chace gear Cutting Machine. new cutter and
work arbors, motor mount, belts and wilpower to estimate
how they were contructed.
Sloan and chace gear Cutting Machine. new cutter and
work arbors, motor mount, belts and wilpower to estimate
how they were contructed.



sloan-chace-milling-machine-sale
posted-on-practical-machinist
posted-on-practical-machinist
***************************
Sloan_and_chance_ad_and_
products sensitive drill press
milling lathe ect.
products sensitive drill press
milling lathe ect.

sloan-chace-milling-machine-for sale
posted-practical-machinist.jpg
posted-practical-machinist.jpg
Lathe-Antique-Sloan-and-Chase
No-5-1/2-bench-Lathe-Sold ebay 2011
No-5-1/2-bench-Lathe-Sold ebay 2011